AMP Vision™ — Real-Time AI Material Identification
Vision
Know what you’re sorting, and what you’re shipping.
See It. Know It.
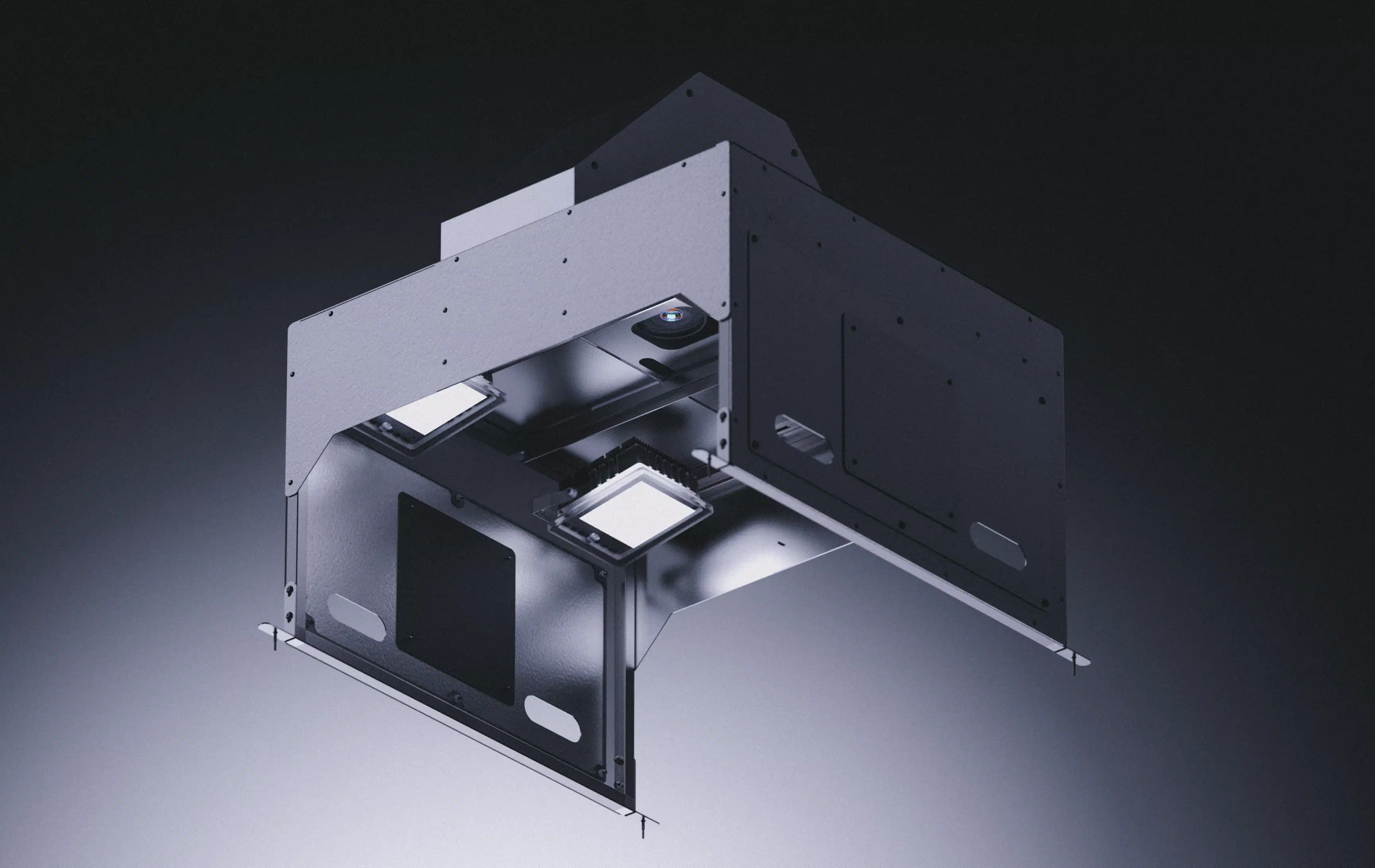
AMP Vision™ is a modular computer vision system that drops into key stages of your operation. Understand your material flow from inbound processing to bale QC to the end of the line.
How do AMP Technologies Fit In My MRF?
Vision That Learns
AMP Vision™ delivers accurate material characterization at belt speeds up to 600 feet/minute and 80% belt coverage, so you can maintain efficient operations.
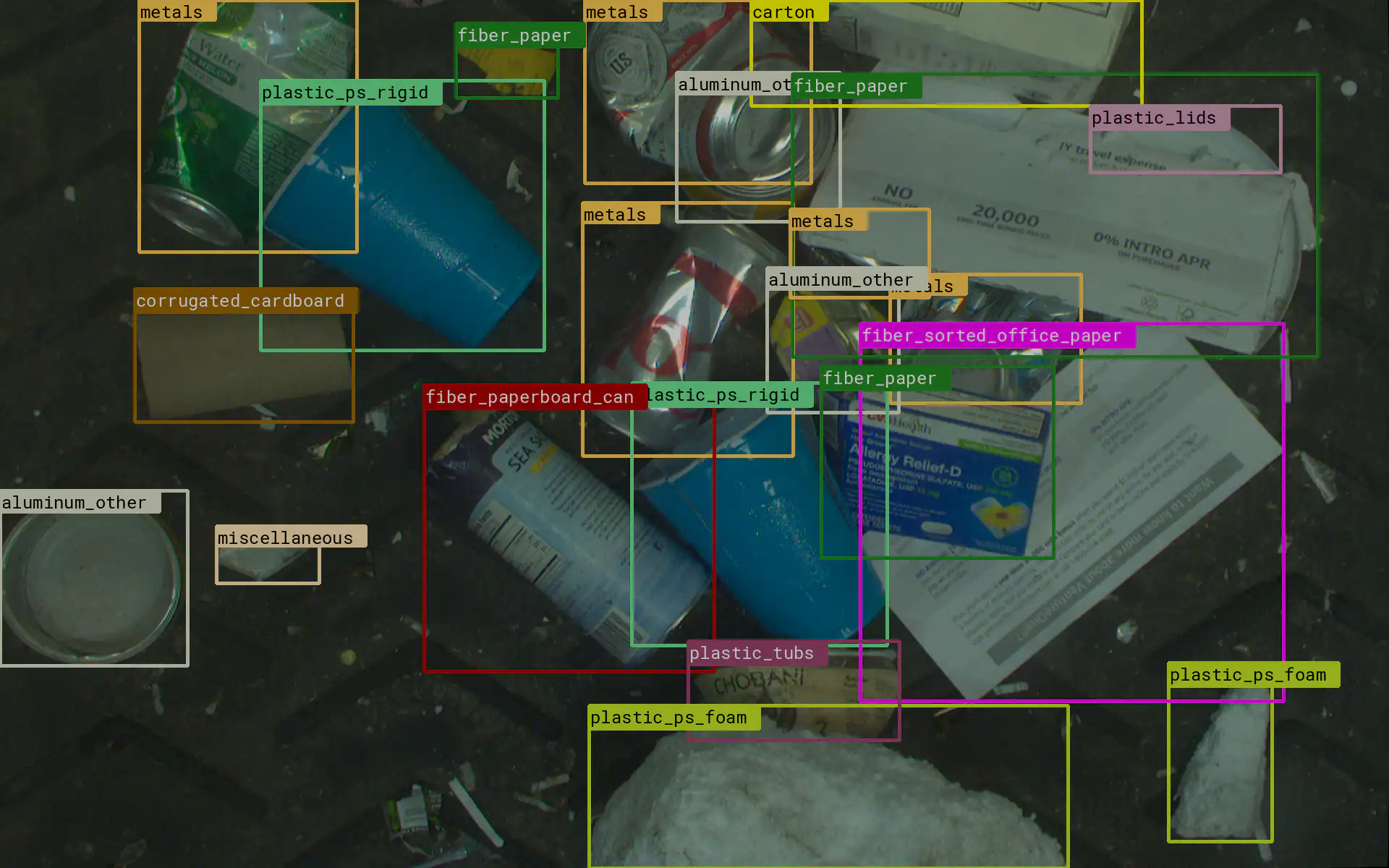
AMP Vision uses RGB cameras to scan material, significantly lowering the cost of each system compared to expensive IR systems. Each image is processed by AMP AI—our proprietary artificial intelligence system—to identify items by material type, form factor, color, polymer, and even brand.
The data collected by AMP Vision powers AMP Insight: our data-rich analytics platform that provides material counts and mass, tracks trends, and drives operational decisions to increase profit.
AMP Vision delivers high-resolution images of your material stream.
Sonoco
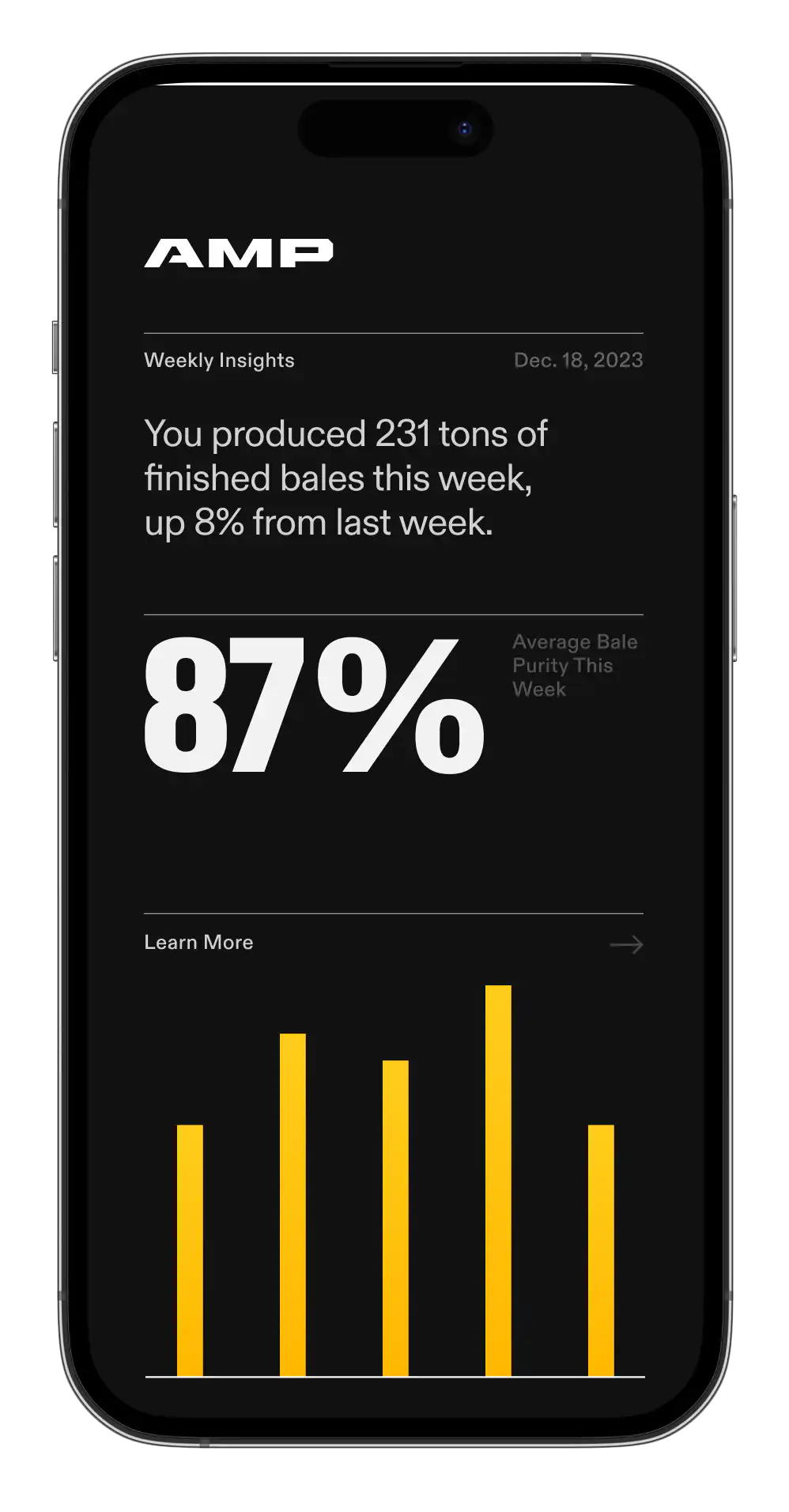
See The Insights That Drive Profitability
AMP Vision is a key technology behind AMP Insight, our real-time analytics platform that drives profitability by putting your operational performance and material stream characterization data in the palm of your hand.
AMP ONE
A SMARTER MRFThe first zero-manual-sortation MRF, AMP ONE facilities deploy Smart Sortation at scales of 15–100k+ ton/year. Ready to commission in only 9 months.
Put the power of AMP Smart Sortation™ to work for you.